
Air Handling System parts made using Additive Manufacturing.
Photo: Bell Helicopters
Written for Vertical Magazine – February/March 2017
Imagine that your ink-jet printer has gone wonky. It’s sitting on your desk, running its print head back and forth for hours, continually printing one word. Once the unruly piece of technology is under control, you manage to pull out the paper. You can see, and feel, that the word “ROTOR” has been built up from the paper’s surface. If you scrape it off, the word will sit on your desk, like a paperweight. That’s the essence of 3D printing.
In real life, it’s more likely that your ink-jet would have seized up, and the ink would be a giant blob on the page, but true 3D printers have been available to hobbyists for years. Fed with plastic, metal or resin, these printers are driven by computer programs, and data files to produce just about anything can be found online.
3D printing is a form of Additive Manufacturing (AM), where layers of a material are built up to create a component. More familiar to most, Subtractive Manufacturing (SM) is the opposite of AM, where a block of a raw material, such as aluminum, is machined until the component reaches its final form. Where SM can be used to rapidly produce large quantities of parts, each AM part might take hours to create – at least, for now.
AM is being embraced by the aerospace industry, as a tool to develop, prototype, and create components for aircraft. In this look at AM, Vertical reached out to several helicopter OEMs, while at the same time recognizing that there are many smaller companies and subcontractors investing heavily in this manufacturing sector.
“This technology is very well suited to the helicopter industry. Compared to other industries, such as automotive, we live in the low volume, custom world,” said Peter Sharpe, head of engineering, Airbus Helicopters Canada (AHCA). “We’re using additive manufacturing (AM) primarily as a prototyping tool, and for manufacturing jigs and basic checking tools. We acquired a machine two years ago, and it makes ABS plastic parts. It does a great job, and it’s proving to be a very useful tool. This allows us to quickly iterate and arrive at better, more accurate solutions for our customers”
AHCA certified its first AM metal part last year, a non-structural titanium clip that simplifies the process of removing and reinstalling the doors on an EC135. The STC’d printed part replaces two other components on the lower hinge. Door installation has changed from needing two people, to a one-person job, without the need for tools, reducing maintenance time for operators.
That part is made using one of the more prevalent AM processes, called DMLS – Direct Metal Laser Sintering. “It lays down a very thin layer of [titanium] power and then a laser sinters that powder, basically welding it to the previous layer,” explained Sharpe.
A similar process is used by Safran Helicopter Engines to produce fuel injector nozzles for the Arrano, and combustor swirlers for the Ardiden 3 engines. Where DMLS heats the metal powder to the point that it binds to the previous layer, Safran uses Selective Laser Melting (SLM), which melts each subsequent layer of a nickel alloy powder.
“Additive manufacturing simplifies the manufacturing process,” said Frédéric Bonnet, Safran’s head of strategy and industrial performance. “A traditional fuel-injector nozzle is made up from dozens of different pieces. The Arrano component is made from one single piece of material and features advanced injection and cooling functions.”
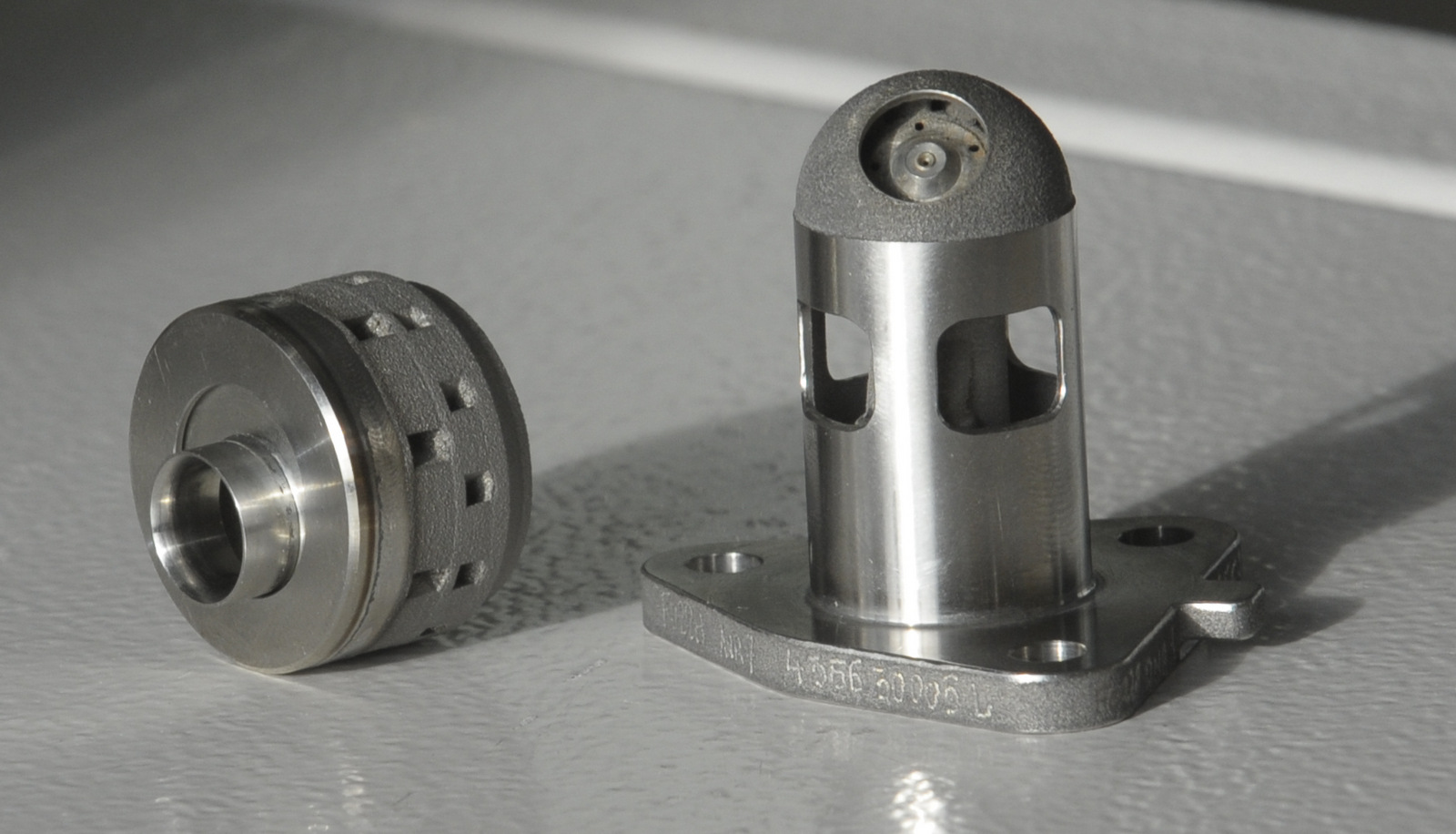
Safran uses AM to make parts for helicopter engines
Photo: Safran
Safran has been using AM since 2015 to make these components, which were previously made using the traditional manufacturing processes of machining, milling, and etching from forged and melted parts. “Unlike traditional processes which are based on material removal, additive manufacturing builds layers of fine metal powder to produce complex-shape parts. This process allows us to manufacture parts with very complex shapes, that would not be possible with conventional processes. It really expands [the] boundaries of aero-engine design,” said Bonnet.
While Safran could shift the manufacture of parts solely to AM, the company is maintaining parallel lines, using traditional processes to make injectors of some engines. And while recognizing that AM is still in development as a production technology, Safran has analyzed its product line to see where AM could be used.
“For the moment, our estimate is that 36 percent of a complete engine could be manufactured with 3D-printing,” said Bonnet. “Nonetheless, as of today, the technology is not sufficiently mature to produce rotating engine parts. Our main target, for the moment, is to expand additive manufacturing parts all along the engine, in low and high pressure modules, for static parts.”
Sikorsky has multiple 3D printers throughout its organization, according to Bob Perchard, chief engineer, assembly & flight operations. The company’s primary type of printer uses the Fused Deposition Modeling (FDM) process, fed with spools of thermoplastics and nylon. In an FDM printer, the print head like a glue gun feeds the melted material onto a platform, and builds up the component with beads of material. The head moves in the X-Y axis with extreme accuracy, and the platform moves in the up-and-down Z-axis.
“We’re also a beta test site for Carbon’s new 3D printer which builds components out of liquid polymers,” said Perchard.
The company has not yet certified parts for flight use, and is focused on what it calls non-product and indirect components. “Currently we produce 3D printed components which can be used during the aircraft build process, but are not used for final flight configuration,” said Perchard. “Components which are to be used on flight aircraft have to go through a feasibility test and be designed for on-aircraft flight use. This is something we are actively evaluating as we design future aircraft.”
Perchard explained that using AM parts during the build process “allows us to have fewer downstream build discoveries, and lower production cost through reduced assembly rework.” Some AM examples include full-featured surrogate parts, assembly aids, tooling, and shop aids to reduce injury risk.
All of this has huge value to Sikorsky. “Turnaround time is days versus weeks or months, build cost is generally 75 percent less, and the ability to rapid prototype and provide design validation before creating production parts is priceless,” said Perchard.
Leonardo’s Helicopter Division first used AM as a design validation tool, and has now progressed to the point where AM parts are used in baseline production aircraft. Secondary structures such as ducting, filters and cover, receptacles, and supports are being made from various nylons, thermoplastics, and metals. However, the company notes that a different approach is required when implementing AM processes.
Leonardo’s engineering team believes that significant changes both culturally and technically were and are still required in making the transition, with the biggest learning curve in the change in design philosophy when using 3D printed parts. “Additive Manufacturing has the potential to remove traditional manufacturing constraints and allows completely novel geometries to be produced design for function as opposed to design for manufacture. However, AM introduces new process variabilities which the designer needs to account for and control and there are areas of concern for structural integrity,” said a Leonardo spokesperson.
The company said that the biggest cost benefits involve tooling and support to its production lines, with savings of over 90 percent by using AM processes and parts, against traditional methods of manufacture.

Safran’s FusionLaser Additive Manufacturing System
Photo: Safran
Elliott Schulte, engineer III, stress and fatigue for Bell Helicopters, said that while the cost of tooling alone can justify the move to AM, transition efforts always realize multiple benefits. Giving the example of a de-fog nozzle in Bell’s 429 and 412 helicopters, “where we went from conventional manufacturing to additive manufacturing, there was a cost avoidance of over $100,000 for tooling. As part of the process of going from conventional to AM, the number of parts formerly used to construct the defog nozzle were combined into a single component,” explained Schulte. “We also have a lead-time savings of 75 percent, and eliminated rework.”
Old and damaged tooling that can’t reliably produce parts, material obsolescence, and minimum-buy requirements are also evaluated by Bell in determining a move to AM.
Bell uses AM components in every commercial and military helicopter that it makes, including thermoplastic air-handling components in environmental control systems. And the company is evaluating the use of metal AM components, according to Thomas Chiang, V-280 Valor manufacturing producibility lead.
“We’re starting with experimental flight applications that are less critical,” he said. “We see an opportunity for some metal components that might not have a business case today for production, but would have tremendous value in a development program. Since we’re not in production, and this is an ongoing science and technology effort, a lot of AM development work in metal and plastics is going on beyond laser sintering. We’ve got a number of new-to-Bell additive processes and materials being evaluated in our V-280 Valor demonstrator.”
Chiang also pointed to one of the issues facing the wider use of AM parts. “Certification of metal components requires a great amount of data and knowledge and testing before being certified for flight,” he said.
AHCA’s Sharpe agrees that there are issues surrounding certification. “That’s a challenge for our industry – certifying structural components that are made using AM. Reliable material property data is in short supply. Right now, it’s hard to economically qualify a printed part that’s used in a structural application. That’s a deterrent to more widespread use of AM in our industry” he said.
And your ink-jet printer? Well, there actually is a form of 3D printing that uses a print head that’s similar to an ink-jet’s. PolyJet printers spray layers of curable liquid photopolymers with incredible accuracy – in color!